技术支持单位:甘肃拓维地理信息工程有限公司
示范案例:银川某燃气公司埋地钢质管道牺牲阳极阴极保护系统安装
时间:2016年6月
(一)原理:
埋地钢质管道牺牲阳极法阴极保护技术是将被保护的金属结构连接一种比其电位更负的金属或合金,该金属或合金为阳极,依靠它的优先溶解所释放出的电流使金属结构阴极极化到所需的电位而实现保护,这种方法称为牺牲阳极法阴极保护。
(二)牺牲阳极法阴极保护的优点
1、不需要外部电源;
2、对邻近金属构筑物无干扰或很小;
3、电流输出虽不能控制,但有自动调节倾向,且覆盖层不易损坏。
4、调试后,可不需日常管理;
5、保护电流分布均匀,利用率高。
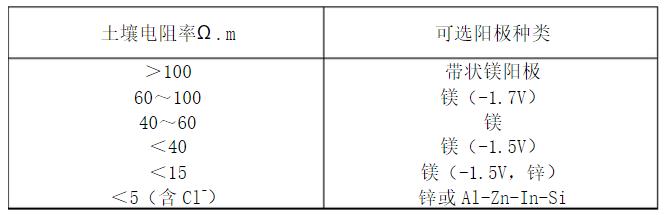
(三)阳极包的选材
牺牲阳极选择镁阳极包的特点是比重小、电位很负、对铁的驱动加压很大,且单位发生的电量大。镁的标准电极电位为-2.37V(SHE);非平衡电极电位则随腐蚀性介质的性质而变,例如:镁在海水中的电位为-1.5V(SCE),镁在土壤之中的电位为1.5V至-1.6(SCE),镁在碱溶液中的电位约为-0.84V(SCE)。镁的电极电位与介质的PH值有密切关系,PH值在酸性范围内,电位较负,因为生成的腐蚀产物氢氧化镁在碱性介质中是难溶的。
(四)主要应用的规范
1、《埋地钢质管道阴极保护电参数测试方法》SY/T0023-97
2、《埋地钢质管道牺牲阳极阴极保护设计规范》SY/T0019-97
3、《钢质管道及储罐防腐工程设计规范》SY0007-99
4、《阴极保护管道的电绝缘标准》SY/T0086-95
5、《埋地钢质管道直流排流保护技术标准》SY/T0017-96 。
(五)施工方法
1、牺牲阳极法阴极保护施工安装程序简述如下:
袋装阳极制作→阳极床定位→阳极床开挖→阳极埋设→阳极浇水浸透饱和及各参数测试→阳极通电点处理及焊接→通电点导通测试→通电点补口防腐(补口处防腐材料与管体防腐材料是匹配的) →阳极回填→标记记录。
图1 阳极床定位
图2 阳极床的开挖

图3 阳极浇水浸透饱
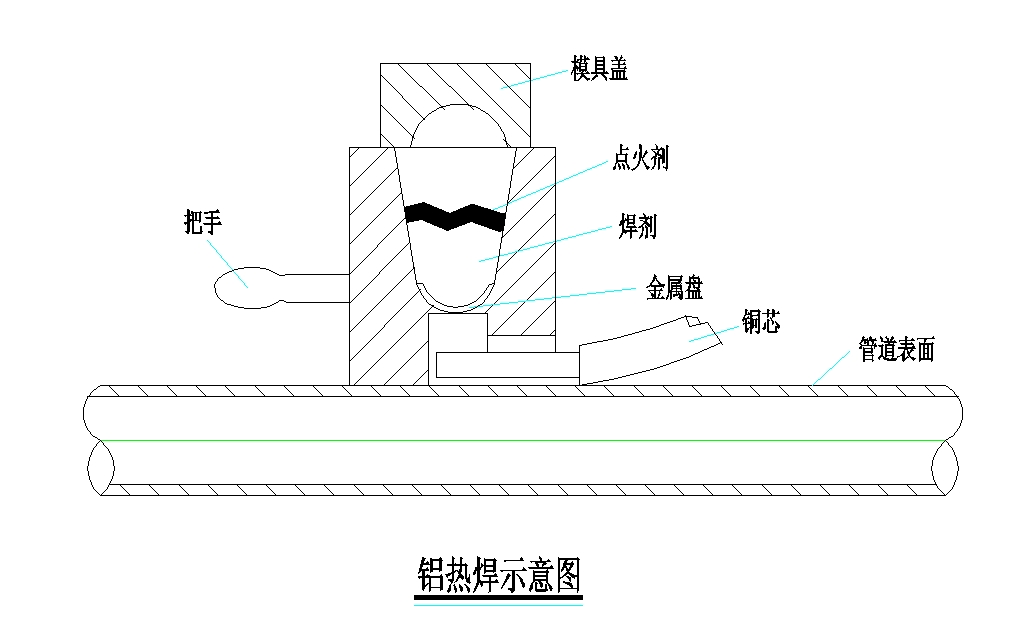
2、铝热焊使用步骤及注意事项
铝热焊模具是焊接电缆的专业设备,它具有放热小,焊接牢固等特点:携带方便,不需要电源。铝热焊接施工是需要准备的工具有铝热焊模具、铝热焊剂(包含引火粉、小垫片)、打火枪,剩余其他辅助工具有抛光机、剥线钳、锤子等。
第一步:管道表面防腐层,除锈、去污。一般管道表面有不同防腐层,首先在管线的防腐层上开一个50mm*50mm的口子,剥去防腐层,用0号砂纸打磨使之露出金属光泽,要求表面平整、清洁、光亮、干燥、无油脂。
第二步:剥掉电缆的绝缘保护层,露出长约35mm的一段铜芯。铜芯露出的长度根据模具大小而定,规格大的模具,孔槽的长度会稍长;铜芯的长度以通过孔槽,通过圆孔为准。
第三步:将模具放在除锈区域中央,模具和被焊接钢结构表面应该结合紧密无缝隙(很重要)。将电缆铜芯插入模具底部孔槽,调整电缆位置,确保到位。
第四步:打开顶部盖子,将金属垫片放入模具,堵住其内孔。金属垫片成凹凸状,注意:将凸出一面朝下,放入模具内孔。
第五步:打开铝热焊剂(大包),倒入模具内孔。用木棒将焊接压实。
第六步:打开引火粉(小包),将引火粉撒在焊剂表面,以及模具边沿上少许(以便打火枪引燃)。
第七步:将模具盖盖好,一切准备就绪后,用点火枪点燃模具边缘的引火粉。
第八步:引火粉引燃焊剂,焊剂燃烧后把垫片融化成液体,顺着内孔流下到铜芯电缆。
第九步:10秒后起模具,清渣,焊接成功。用钢刷、毛刷等工具清除模具内残渣,以备下次使用。
注意事项:
1.操作环境切记要通风良好,周边5米内没有易燃易爆物品。
2.引火粉引燃时,务必将其他焊剂和引火粉以及可能燃烧的物品远离引燃处放置。
3.人切勿处于模具盖正面,以免受伤。
4.焊剂及引火粉切忌受潮,受潮后应安全废弃,切勿烘烤使用。
5.焊接时,人员不准围聚;操作工需佩戴安全劳保工具,避免受伤。
图4 阳极通电点处理及焊接

图5 通电点补口防腐

图6 通电点补口防腐效果图

图7 阳极回填

图8 测试记录
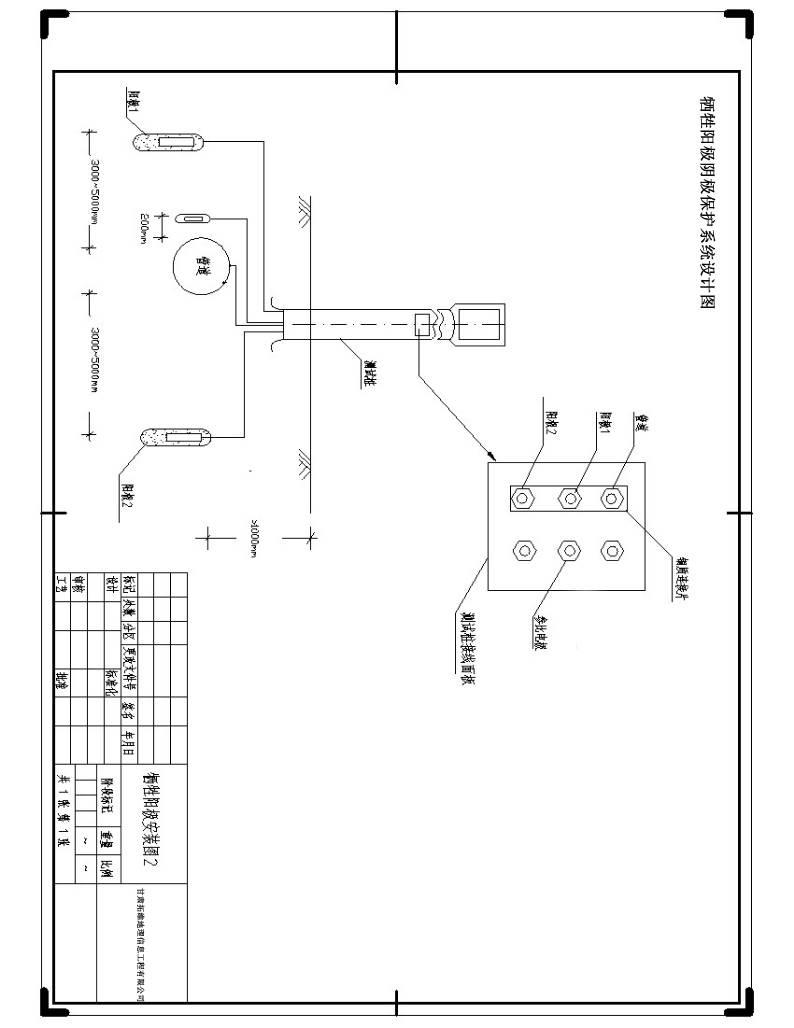
图9 牺牲阳极系统安装设计